咨詢熱線(xian):
130********
咨詢熱線(xian):
130********
山东(dong)紐營速惠技術有限公司
聯系(xi)人:劉(liu)先生
電話:130********
地址:山東省甯(ning)津縣經濟開發區

注塑(su)加工是一門知識面廣,技術性(xing)和實踐性(xing)很強(qiang)的行業。注(zhu)塑生(sheng)産過程中需使(shi)用塑膠原(yuan)料、色粉、水口料、模具(ju)、注塑(su)機、周(zhou)邊設(she)備(bei)、工裝夾具、噴(pen)劑、各種輔料及包裝材(cai)料等,這些給注(zhu)塑車間(jian)的管(guan)理帶來了(le)很大(da)的工作量(liang)和一定的難(nan)度(du),與其它行(hang)業或(huo)部門相比(bi),對注塑車間各(ge)級管(guan)理人員的(de)要求(qiu)更高(gao)。
注塑生産(chan)需要24小時連續(xu)運作,一般為兩(liang)面三刀班(ban)或三班(ban)制(zhi)工作方式(shi),注塑車間(jian)的(de)工作間的工(gong)作崗位多、分(fen)工複雜,對不同(tong)崗位人(ren)員的技(ji)能要求(qiu)亦不同。要想(xiang)使注塑車間的生(sheng)産運作(zuo)順利,需(xu)要對每個環節(jie)和(he)各個崗位所(suo)涉及的人(ren)員(yuan)、物料、設(she)備、工具等(deng)進行管理(li),主要包括:原(yuan)料(liao)房、碎(sui)料房、配料(liao)房、生(sheng)産現(xian)場(chang)、後加工(gong)區、工具(ju)房(fang)、半成(cheng)品區、辦公室等區域的運(yun)作與協(xie)調管(guan)理工作(zuo)。
注塑加(jia)工類型
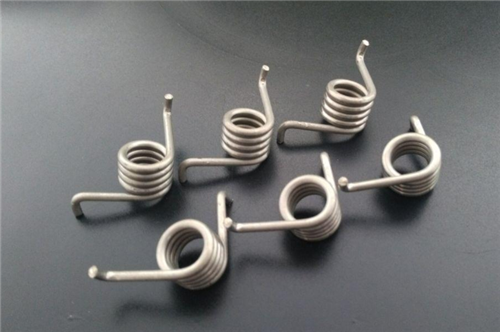
1、橡膠(jiao)注塑(su):橡膠(jiao)注塑成型是一種将(jiang)膠料直接(jie)從機筒(tong)注入模(mo)型硫化的生産(chan)方法。橡膠(jiao)注塑的優(you)點是:雖屬(shu)間歇操作,但成(cheng)型周期(qi)短(duan),生産(chan)效率(lü)高取消了(le)胚料準備工序,勞動強(qiang)度(du)小,産(chan)品質(zhi)量(liang)優異。
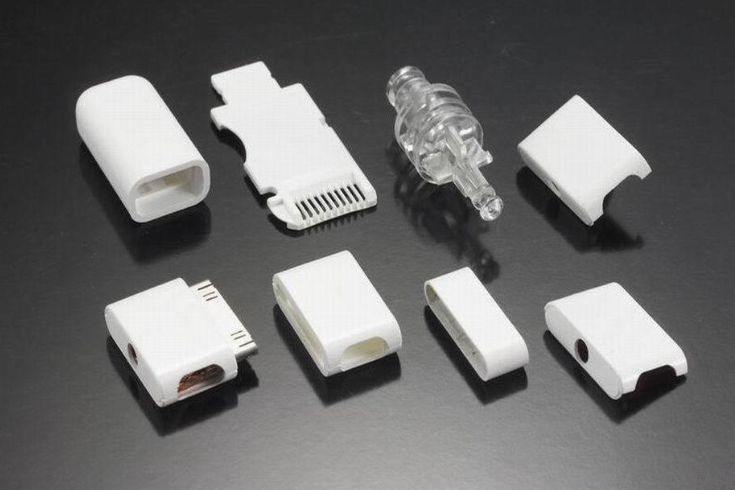
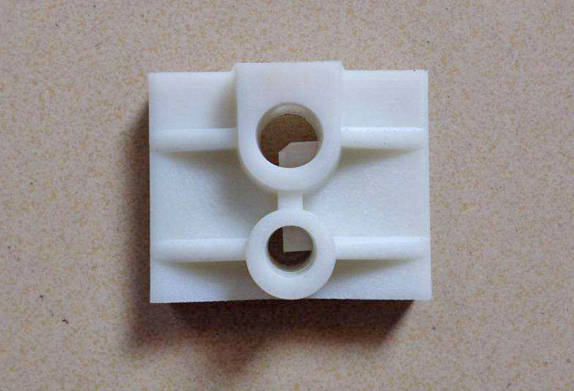
2、塑(su)料注(zhu)塑:塑(su)料注(zhu)塑是塑料制品(pin)的一(yi)種方(fang)法,将熔融的(de)塑料利(li)用壓(ya)力注(zhu)進塑(su)料制(zhi)品(pin)模具中(zhong),冷卻成型得(de)到(dao)想要各種塑料(liao)件。有專門用于進行注(zhu)塑(su)的機(ji)械注塑機(ji)。目前最常使用(yong)的塑(su)料是聚苯(ben)乙烯。所得的(de)形(xing)狀往(wang)往就(jiu)是最(zui)後成品(pin),在安裝(zhuang)或作(zuo)為最終成(cheng)品使(shi)用之(zhi)前不再需(xu)要其(qi)他的(de)加工。許多細部,諸如(ru)凸起部、肋、螺紋(wen),都可(ke)以在注(zhu)射模塑(su)一步(bu)操作中成型出來。
影(ying)響因素
塑料品(pin)種注塑加工成(cheng)型過程中(zhong)由(you)于存在結晶化形起的體積變化(hua),注塑加工時壓(ya)力高,熔融(rong)料粘(zhan)度差小,層間剪(jian)切應力(li)小(xiao),脫模後彈(dan)性(xing)回跳大(da),故注塑加工收(shou)縮也可适量的(de)減小(xiao),注塑加工(gong)時料(liao)溫高(gao)、收縮(suo)大,但(dan)方(fang)向(xiang)性小(xiao)。
壓力注(zhu)塑加工(gong)時壓力增大則(ze)熔融料受剪(jian)切(qie)作用大,流(liu)動性(xing)也增大,特别是pe、pom較為敏感,所以(yi)成型(xing)時(shi)宜調節(jie)注塑(su)加工時的(de)壓力來控(kong)制流(liu)動性。成(cheng)型(xing)時則也可(ke)控制料溫(wen),模溫及注(zhu)塑加(jia)工時(shi)壓力、注塑速度等因(yin)素來适當(dang)地調節填(tian)充情況以滿足成型(xing)需要(yao)[1]。